全国招商热线
156-8182-8666

全国招商热线
156-8182-8666

赢咖6
联系人:周先生
赢咖6 手机:15681828666
15182011588
Q Q:523478616
邮箱:523478616@qq.com
网址:hqread.com
地址:四川省广安市前锋区奎阁工业园区朝阳大道三段24号5号楼(四川康汇院内)

虎城附近彩钢瓦尺寸电话彩钢瓦修补处理的操作工艺主要有以下四点:1.清理基面:用托布把旧彩钢瓦修补上的尘土擦去,如有铁锈要清除铁锈,达到平整干净。2.做附加层:阴阳角、通风口、天沟等处要做附加层,附加层为15cm-30cm宽,沿阴阳角的中轴线延长铺贴。3.大面积施工:a.先弹基准线,这样铺贴出的卷材整齐美观。b.平铺卷材,对齐放正卷材与要施工的部位,可从两边卷起卷材。c.从中割开隔离纸,一边揭去隔离纸,一边挤压卷材,尽量使卷材平整。4.要求:a.铺贴卷材时,施工时从流水下坡方向开始铺。立墙面从高处向下方铺。b.排除空气,随卷材滚动压排挤卷材内空气,让卷材牢固粘结。c.在温度较低时,附近彩钢瓦尺寸电话基层和卷材必须同时涂刷基层处理剂。d.卷材搭接长边为3cm-8cm,短边为10cm。e.外露卷材短边搭接、卷材收头及异性部位等,应采用密封膏密封。卷材立墙收头原则上用金属压条固定在预留凹槽内,再用密封膏密封。
虎城附近彩钢瓦尺寸电话在操作压瓦机的过程中,经常出现这样或者那样的故障,这不仅会影响生产的正常进行,而且还要花大量的人力和物力在故障的处理上,更重要的是,如果压瓦机经常出现故障,日后就会对压瓦机的性能产生很大的影响,所以彩钢瓦设备厂家建议,大家在使用压瓦机的过程中,一定要注意对它的维护和保养,以便有效延长压瓦机的使用寿命。注意以下!!!1. 不要高于最小闭合高度进行工作,也就是上滑动箱底面至工作各面最小距离290毫米,要求上下模具模后的高度加上,上下垫板厚底加上瓦坯厚度,不能高于290毫米,制造模具时应按此要求进行设计,以免发生机床事故。附近彩钢瓦尺寸电话赢咖6一定要多多的查看,滑动箱体与两侧机体内润滑油的高度,装置要经常的进行清洁,千万不能有泥污或者是水珠。2. 一定要将压瓦机的外观擦拭整洁,这种压瓦机上面模冲压流程是,主要是由电动机通过皮带轮带动输入轴,在经过小、大齿轮带动上轴,经过凸轮机构带动拥有上模的滑动座上、下运动,这就做到了压瓦,这一点要记住。3. 工作台的转位主要是由装于上轴端头的齿轮组,传动拨销齿轮,拨动装于六方转轮轴上的槽轮来实现分度定位,在上轴的两端各装有一个与装在同一轴上与压制凸轮共轭的回凸轮,通过定位杆与定位盘实现下模在工作位置的精确定位。在左右两侧机箱内,安装有润滑泵,机器工作时经过,油管向各摩擦运动部位输送润滑油。了解本机结构和性能及操作规程者不得开动机器。
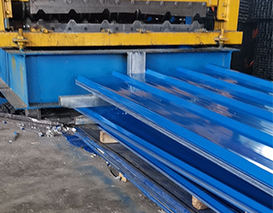
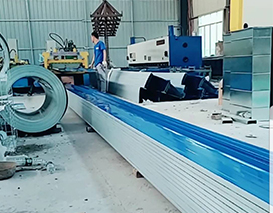
虎城附近彩钢瓦尺寸电话随着彩钢瓦的普及应用,现在许多地方的大型工矿厂房,仓库,钢结构屋架及大型设备,都使用了彩钢瓦,或者叫彩钢板,甚至是琉璃式彩钢设备,使得我们的生活的建筑的外观,更加丰富多彩,漂亮,整齐。这些彩瓦都是通过彩钢压设备(专业名称冷弯成型设备),通过压制成型出来。彩钢板进入彩钢成型设备,通过各种压辊,压制成各式的板材,再经过剪切,加工成为可以使用的合适板材。 附近彩钢瓦尺寸电话彩钢瓦设备加工流程:彩钢成型设备分为三部分:辊压轴部分,压型部分,剪切部分。辊压轴部分是由电动机提供动力,链条带动各个辊相互转动,不同受力,压型部分,是在液压缸带动模具上下移动,可以使彩钢板压出有规则的节状,形似瓦状,再在剪切刀的作用下,按要求切成合适的尺寸.这个过程中要通过PLC电控箱来完成对这个压型,拖动,剪切全个过程的控制.实现高速,精准。

虎城附近彩钢瓦尺寸电话您是不是也关注产品的价格呢,如果是的朋友。购买彩钢瓦的朋友就有福利了,下面来了解下彩钢瓦的价格是多少。1、首先看彩钢瓦的层数,层数不同价格也会随之波动,当然单层的彩钢板价格是最便宜的,除此之外,还要看彩钢瓦的规格,规格不同,价格也会有所不同,一般的单层彩钢瓦,价格基本是15元/米左右,具体的可以到当地的建材市场进行了解。2、若是中等的彩钢瓦,价格稍微会偏贵一点点,不过也和规格有挂钩,通常情况下,它的价格是在22元/米左右。3、附近彩钢瓦尺寸电话在不同的建材市场,你会发现彩钢瓦在各处的价格会不一样,质量比较上乘的彩钢瓦,价格会比其它的贵上好多,而且当地的经济情况也对价格起到主导作用,一般来说,彩钢瓦的价格每米是在20~30元这个区间之内。

虎城附近彩钢瓦尺寸电话彩钢瓦设备-压瓦机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。把彩钢压瓦机设备第一排和最后一排找好中心,然后紧固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。先把彩钢压瓦机设备机前、后两排队的四角从大架到底轴上端的高度量一致,然后从第一排到最后一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。附近彩钢瓦尺寸电话彩钢瓦设备也可称为辊式冷弯成型,即在一排串联的成型轧机上,联系通过金属板和金属板带,顺次使其弯曲,将平板加工成所需要的截面形状的塑性加工法.辊式冷弯成型曾用于自行车的轮圈,伞的骨架制造等。 压瓦机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的间隙相等,间隙偏差+0.1mm。用常规量具或塞尺调试。

