全国招商热线
156-8182-8666

全国招商热线
156-8182-8666

赢咖6
联系人:周先生
赢咖6 手机:15681828666
赢咖6 15182011588
Q Q:523478616
邮箱:523478616@qq.com
赢咖6 网址:hqread.com
地址:四川省广安市前锋区奎阁工业园区朝阳大道三段24号5号楼(四川康汇院内)
达州附近彩钢瓦围挡电话一款产品有优点也有缺点,他们的优点胜过于他们的缺点,在优点面前可以忽略不计,下面我们来了解下彩钢瓦使用有什么缺点,如果这些缺点您都可以接受了,那么您就可以选择他来建造了。彩钢瓦缺点1、维护成本高彩钢瓦外表经过喷漆喷塑处理,经过一段时间后容易出现脱落,影响美观。因此,通常每隔两年左右就要进行一次维护,即喷漆喷塑,但不维护也并不影响使用。2、隔音性能差彩钢瓦在生产过中,由于成本设计,通常它的隔音隔热效果较差,如果要提高隔热隔音效果,需要加厚隔层和隔板,相对价格也会比较高。3、抗风雪抗压能力弱彩钢瓦质地较轻,在抗压方面相对比较差,对风雪的抵抗力较弱。4、附近彩钢瓦围挡电话赢咖6时间长了易生锈因为彩钢瓦是通过钢板加上喷涂工艺制作而成,经过一段时间,表面涂层剥落后,内部的钢板就容易出现生锈情况,使其使用效果大打折扣。
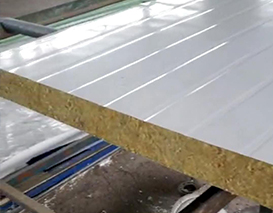
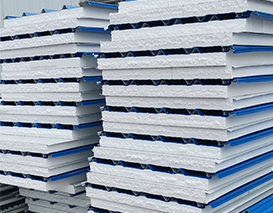
达州附近彩钢瓦围挡电话彩涂钢板的基板分为:冷轧基板,热镀锌基板和电镀锌基板。涂层品种可分为聚脂、硅改性聚脂,偏聚二氟乙烯和塑料溶胶。彩涂钢板的外表状况可分为:涂层板、压花板和印花板,彩涂钢板广泛用于修建家电和交通运输等职业,关于修建业首要用于钢结构厂房、机场、仓库和冷冻等工业及商业修建的屋顶墙面和门等;民用修建选用复合型彩钢板的较多。彩钢板的特性:重量轻,只要10-14千克/平方米,相当于砖墙的1/30 ;隔热保温芯材导热系数λ<=0.041w/mk。 耐腐蚀、耐老化、运用寿命长;消音、隔热方面功能特别杰出 ;装置成本低 ,方便快捷,无后续维护费用,施工周期可缩短40%以上;色泽艳丽,无须外表装修,五颜六色镀锌钢板防腐层坚持期在10-15 年。彩钢板的内部资料分类首要有: 聚氨酯夹芯板、聚苯乙烯(EPS)夹芯(泡沫)板、岩棉夹芯板、玻璃丝绵夹芯板等。其间,防火功能比较好的是岩棉夹芯或玻璃丝绵夹芯,归于防火功能A级修建资料,常见的有抗震活动板房以及大跨度厂房就运用的这类商品。附近彩钢瓦围挡电话当前市场上常见的首要是聚苯乙烯和聚氨酯夹芯的彩板,燃点极低、阻燃性差,聚苯乙烯(泡沫)的燃点是346℃,仅比木材燃点高一点,聚氨酯燃点仅在130℃左右,跟一般纸张相似,遇到明火或电气线路短路会当即焚烧,这类彩钢板在焚烧时会发生很多浓烟,其成分首要是一氧化碳和氰化氢等有毒气体。其价钱也是比较廉价的,遍及在110元--200元不等,因而,运用者往往仅仅只考虑到价钱,而没有注意安全防火功能。
达州附近彩钢瓦围挡电话有些工地施工方在采购彩钢瓦的时候,考虑到成本,有时候会忽视掉质量,从而选择了没有保障的厂家,这个是造成彩钢瓦质量不合格,实际使用的时候出现漏水现象的原因之一。还有的就是由于操作不当造成的漏水原因。1、在生产以及运输彩钢瓦的过程当中,造成变形,施工的工人操作不当造成变形也会出现漏水的情况。2、由于环境长期存在风、雨等等外力的影响,使得彩钢瓦长期处于晃动的状态,逐渐磨损,这个时候遇水就会发生生锈,越来越严重,逐渐失去了防水的效果。3、附近彩钢瓦围挡电话赢咖6由于屋面的跨度比较大,时间久了之后,就会造成中间积水,使得中部的重力加大,随着雨水次数增多,造成了更严的变形。彩钢瓦屋顶漏水的情况是人们最为关心的问题,作为用户,最有效的方法就是要了解漏水的原因,知道了原因才可以进行针对性的处理,才能够更好的解决问题。

达州附近彩钢瓦围挡电话彩钢瓦屋面光伏发电项目属于对已有建筑物彩钢屋面的改造项目。因而建筑物的屋面形式、建筑物的结构形式、光伏阵列的布置形式及光伏组件本身的形式,以上条的多样性决定了屋面光伏支架的形式多种多样。彩钢瓦屋面的形式及建筑物的结构形式对光伏支架的工程造价影响较大。一般来说,屋面的防水等级越高,屋面防水层不外露,屋面的活荷载越大及建筑物整体结构较好、承载能力较强的屋面,光伏支架的工程造价越低,附近彩钢瓦围挡电话反之,工程造价越高。彩钢瓦根据原有建筑物的结构形式,屋面形式及承载力情况,考虑到各个车间实际的用电负荷及安装容量等因素。彩钢瓦项目主要的布置方式为:沿屋面坡度平铺布置、组件作为屋面的布置形式、北坡起一定的角度,使北坡布置与南坡角度一致。
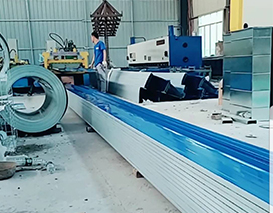
达州附近彩钢瓦围挡电话彩钢瓦设备-压瓦机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。把彩钢压瓦机设备第一排和最后一排找好中心,然后紧固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。先把彩钢压瓦机设备机前、后两排队的四角从大架到底轴上端的高度量一致,然后从第一排到最后一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。附近彩钢瓦围挡电话彩钢瓦设备也可称为辊式冷弯成型,即在一排串联的成型轧机上,联系通过金属板和金属板带,顺次使其弯曲,将平板加工成所需要的截面形状的塑性加工法.辊式冷弯成型曾用于自行车的轮圈,伞的骨架制造等。 压瓦机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的间隙相等,间隙偏差+0.1mm。用常规量具或塞尺调试。

